很多客户都说数控钻床的精度不就取决于丝杆以及导轨的选型吗?但其实影响整机精度额因素很有很多种的,今天我们就到车间现场看一下我们整台数控钻床的精度管控过程。
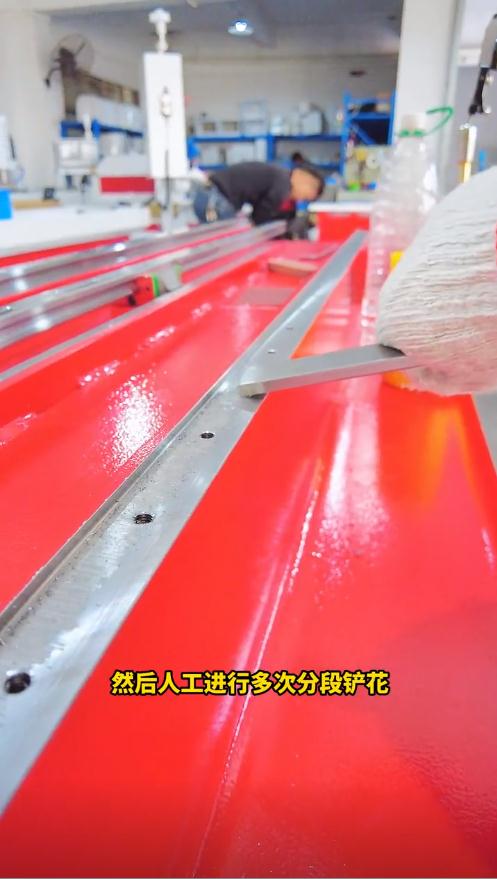
针对机架加工及去除应力厚所造成的底座偏差,我们都会在安装过程中对导轨安装位进行误差测量,然后人工进行多次分段铲花,对误差段进行人工铲花,完成之后需要用砂纸将整个打磨,需要用砂纸将整个打磨,铲花之后的毛刺去除,打磨完成之后就将整条导轨装上去,测量一下误差,各轴导轨添加至润滑油管,除了润滑减少摩擦延长寿命,也是为了确保在高速摩擦时,较低发热导致的热变形,从而保证数控钻床精度,那后续员工维护的时候也会比较简单,整机装配完成采用美国apl激光镭射仪测量双向重复误差,经过多次调整,直到整机往返精度小于等于2个丝以内生成检测报告。

一台数控钻床的装配过程才算完成,整机检测完成,接下来就是产品的验证阶段,针对小零件高精度要求的客户,样品完成我们会用二次元对产品的尺寸,进行一个质检在公差范围内即可将机床出货,反之则追溯原因重新验证机床

