大家都知道自动床的顺利操作是离不开导轨的,为了适应越来越自动化乃至智能化的数控钻孔机床,导轨也在不断的发展升级中,如今的机床导轨已经经历了从套式滚动导轨、辊式直线滚动导轨到单元式直线滚动导轨的变迁,下面我们就来了解一下导轨的发展史吧!
为克服套式滚动导轨的缺点,继之又出现了辊式直线滚动导轨。这种形式的滚动导轨是线接触,因此刚性较高。从理论上讲,它比套式滚动导轨的承载能力高。但是,由于滚柱在加工圆柱度一致性上很难做到十分准确,在滚动中容易引起轴线歪斜,难于施加预压力。同时对滚动块安装面之间的形位公差要求非常严格,而相对的滚动表面对精度和硬度也有很高的要求,并且在装配调整时需要花费大量的人力和时间。
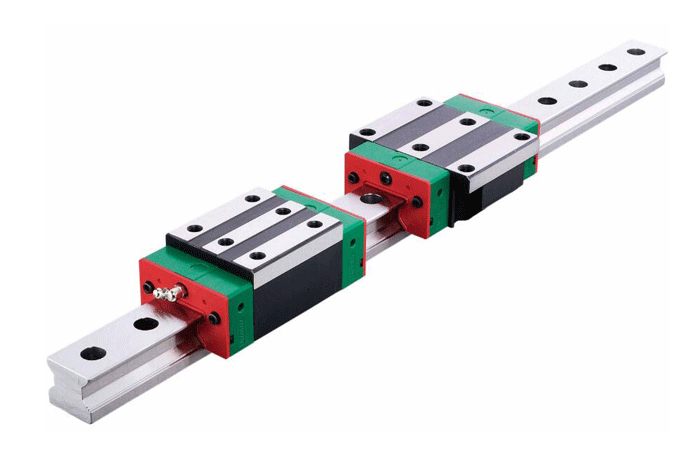
单元式直线滚动导轨又称直线滚动导轨,是近年来出现的一种滚动导轨,其突出的有点为无间隙,并且能够施加预紧力。该直线导轨主要由导轨体、滑块、滚珠、保持器、端盖等完成。它由生产长成组装陈,故称单元式直线导轨。使用时,导轨体固定在不运动部件上,滑块固定在运动部件上。当滑块沿导轨体移动时,滚珠在导轨体和滑块之间的圆弧直槽内滚动并通过端盖内的滚道,从工作负荷区滚动到非工作负荷区,然后在滚回工作负荷区,不断循环,从而把导轨体和滑块之间的移动变成了滚动。为防止灰尘和赃物进入导轨滚道,滑动两端及下部装有塑料密封垫。
目前我们多米机械的数控机床配置的是直线滚动导轨,它除了具有一般导轨的共性优点外,还具有以下优点:
1、具有自调整能力。安装基面许用误差大,安装基面只需铣、刨加工,不必磨削精加工,即可满足直线导轨的安装要求。这样,不仅省工,而且安装方便,生产周期短,又有可靠的质量保证
2、制造精度高。导轨体的四条滚道和两侧面在一次装夹下同时磨削,保证了各滚道和侧面相互之间有极高的平行度。又由于这种滚动导轨自身的特点,可大幅度提高自动钻孔机床的定位精度。

3、可高速运行。lm系列导轨运行速度可大于60m/min,甚至更高。润滑方法简单,一般情况下只要在端部润滑杯内定期注入锂系列皂基2号润滑脂或润滑油即可,且耗油量仅为滑动导轨的1/17。
(4)能长时期保持高精度。在较差的工作条件下,以15m/min的速度连续往复运行1200m后,钢球的磨损量仅为1-2μm,滚动阻力略有下降,变化值为7%。实际使用中,一批经过用lm导轨改造的机床,每天两班工作,到目前已使用十几年,仍能达到原设计精度。
(5)可预加负载提高刚度。在装配导轨时选用不同直径的钢球,使导轨滚道间成过盈配合,以提高直线滚动导轨的刚度。

